
How it Works
The Sand Casting process involves following process.
01
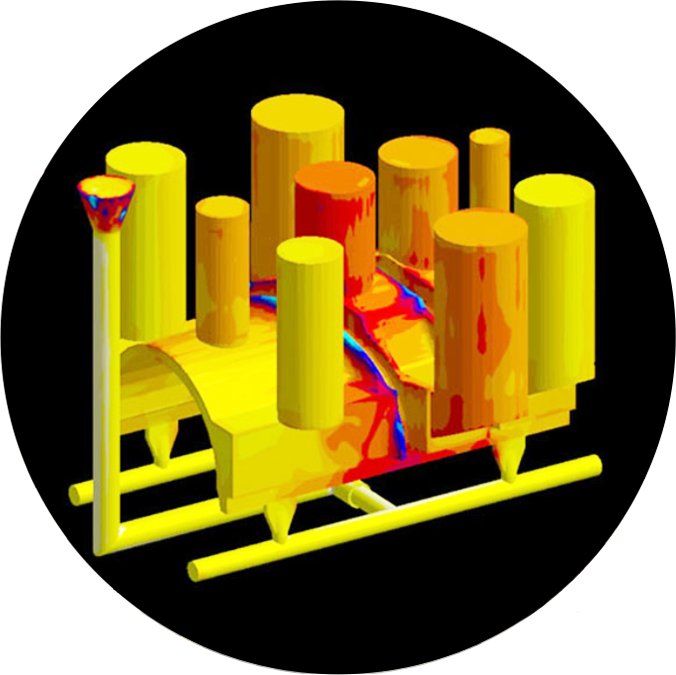
CASTING
3D SIMULATION
02
PATTERN SHOP

03
MOLDING

04
CLOSING

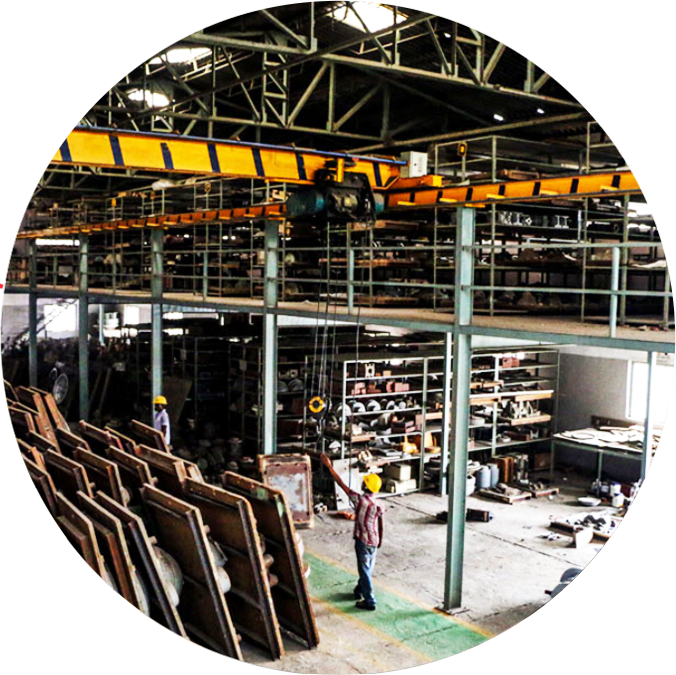
05
MELTING

06
POURING

07
KNOCK OUT

08
FETTLING

09
HEAT TREATMENT
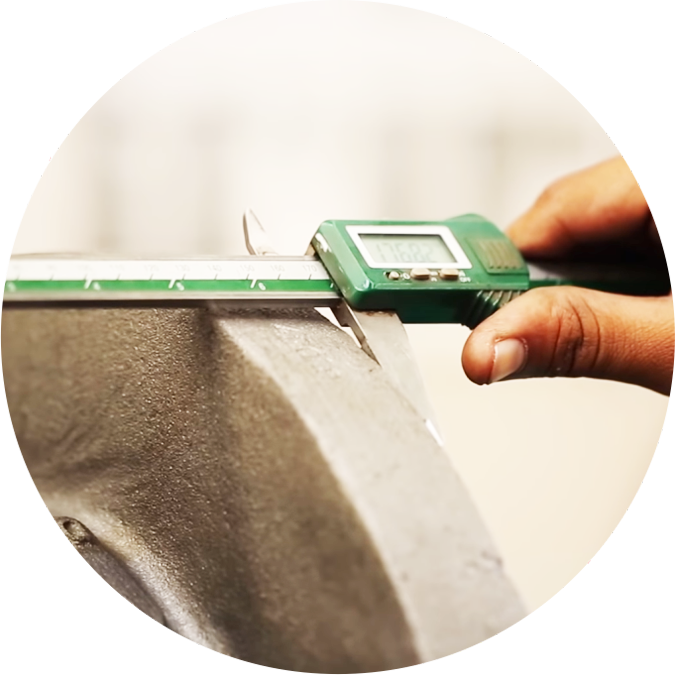
10
FINAL INSPECTION
Explore our other venture Gujarat Tech Cast Pvt. Ltd.
With the experience of 25 years in field of Investment castings, we are the casting supplier of choice due to our stringent investment casting process and our world class foundries which allow us to cast stainless steel to razor sharp tolerances.